Оборудование для производства стеклопластиковой арматуры комплектация Lite
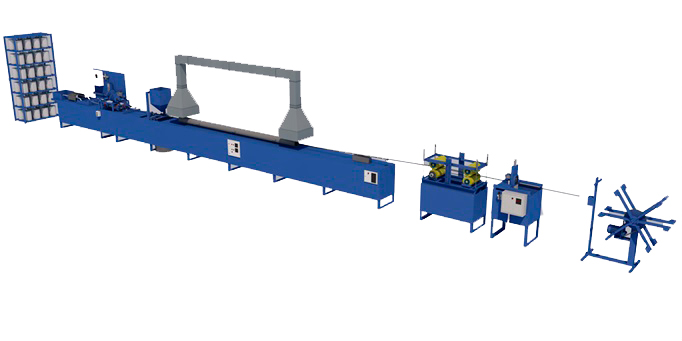





Позволяет серийно изготавливать стеклопластиковую и базальтопластиковую арматуру по ГОСТ 31938-2012 с песчаным покрытием, а также композитные гибкие связи по ГОСТ Р 54923-2012 , применяемые для соединения несущего и облицовочного слоев многослойных ограждающих конструкций из штучных материалов. Хороший вариант для старта производства с возможностью дооснащения в полноценный завод по производству композитных материалов для строительства. Приобретая линию, Вы получаете возможность производить два продукта арматуру и гибкие связи.
В стоимость входит шеф — монтаж оборудования на территории заказчика, пуско-наладочные работы, обучение Вашего персонала.
- Производительность пог. метров/смену (12 часов) 1000-8000
- Производительность гибких связей шт/смену (12 часов) до 20 000
- Энергопотребление кВт/час 6-8
- Электропитание 380В
- Габаритные размеры:
— длина до 26 000 мм (зависит от комплектации)
— ширина 700 мм
— высота 1600 мм - Процент брака при производстве менее 1%
- Количество обслуживающего персонала 1 оператор
- Требуемое давление воздуха МПа до 0.8
- Расход сжатого воздуха л/мин, мах 300
- Вентиляция м3/час 2000
— тянущий механизм вального типа из полиуретана обеспечивает высокие тянущие характеристики. Гарантированный срок службы полиуретанового вала 1 года (в круглосуточном режиме работы). Замена изношенных тянущих валов осуществляется за 1 час.
— трехканальная печь полимеризации. Использование импортных терморегуляторов компании Autonics дает возможность ступенчатого нагрева. Рабочая температура печей до 400оС. Нагревательные ТЭНы из нержавеющей стали, что значительно увеличивает срок службы, и сокращает энергопотребление.
— фильерный способ производства обеспечивает стабильное качество производимой продукции. Исключает перенасыщение арматурного стержня эпоксидно-полимерным связующим, что приводит к образованию подтеков, трещин, и снижению количества волокон (согласно ГОСТ 31938-2012 содержание ровинга не менее 75%) а также исключает недостаточную пропитку арматурного стержня (хрупкость, продольные трещины).
— система подогрева эпоксидно-полимерного связующего в пропиточной ванне увеличивает время жизни готовой смеси.
— узел преднатяжения нитей ровинга оборудован системой автоматического оповещения и отключения тянущего механизма при попадании узлов нитей ровинга.
- механизм улавливания узлов ровинга;
- преднатяжитель ровинга;
- печь прогрева ровинга с регулировкой температуры;
- пропиточная ванна с функцией подогрева связующего (регулируемый);
- комплект фильер (Сталь 45);
- устройство формирования круглого сечения арматурного стержня для; арматуры с песчаным покрытием (на 4 прутка);
- узел нанесения песка;
- 4-х канальная печь полимеризации;
- шкаф управления полимеризационной печью;
- 4-х вальное тянущее устройство;
- шкаф управления тянущим устройством;
- счетчик метража готовой продукции;
- бухтонамотчик (на 4 бухты);